Kotły z automatycznym podawaniem paliwa
Zasada działania standardowego palnika retortowego
Pierwsze kotły węglowe z automatycznym podawaniem paliwa stałego pojawiły się na polskim rynku dopiero w połowie lat 90. i w początkowym okresie bazowały na zagranicznych rozwiązaniach konstrukcyjnych. Od tego czasu obserwuje się dynamiczny rozwój produkcji i sprzedaży tych kotłów, skutkujący poprawianiem się ich jakości. W Polsce w eksploatacji znajduje się ok. 250 tys. kotłów z automatycznym podawaniem paliwa o łącznej mocy ok. 5000 MW. To ponad 10% wszystkich eksploatowanych w kraju małych kotłów c.o.
Zobacz także
Hoval Sp. z o.o. Kotły w obudowach zewnętrznych – ważne aspekty projektowe

Na etapie projektowania budynku inwestor we współpracy z architektem i projektantem instalacji sanitarnych musi podjąć decyzję o zlokalizowaniu kotłowni gazowej. Często zdarza się, że z uwagi na moc projektowanej...
Na etapie projektowania budynku inwestor we współpracy z architektem i projektantem instalacji sanitarnych musi podjąć decyzję o zlokalizowaniu kotłowni gazowej. Często zdarza się, że z uwagi na moc projektowanej kotłowni oraz ograniczenia przestrzenne – zabronione jest jej wybudowanie w piwnicy i konieczne staje się jej zlokalizowanie na najwyższej kondygnacji budynku.
RESAN pracownia projektowa W jaki sposób zaprojektować źródło ciepła, aby prawidłowo ogrzać budynek?

Budynki komercyjne lub użyteczności publicznej mogą mieć własne źródła ciepła, (kotły, pompy ciepła) lub być podłączone do sieci miejskiej poprzez węzeł cieplny. Niezależnie od wybranego rozwiązania, prawidłowo...
Budynki komercyjne lub użyteczności publicznej mogą mieć własne źródła ciepła, (kotły, pompy ciepła) lub być podłączone do sieci miejskiej poprzez węzeł cieplny. Niezależnie od wybranego rozwiązania, prawidłowo zaprojektowane i wykonane źródło ciepło jest absolutną podstawą do tego, by ogrzewanie budynku było niezawodne, wydajne i energooszczędne.
ELTERM Konfigurator doboru kotłów elektrycznych ELTERM

Firma ELTERM zaprezentowała konfigurator doboru kotłów elektrycznych 2020. Wszystkie modele naszych kotłów współpracują z instalacjami fotowoltaicznymi i poza Wachmistrzem wyposażone są w dedykowane liczniki...
Firma ELTERM zaprezentowała konfigurator doboru kotłów elektrycznych 2020. Wszystkie modele naszych kotłów współpracują z instalacjami fotowoltaicznymi i poza Wachmistrzem wyposażone są w dedykowane liczniki zużycia energii pochodzącej z instalacji PV.
Palniki automatyczne
Jako pierwsze pojawiły się kotły nazywane popularnie retortowymi. Obecnie określane są one kotłami z konwencjonalnym palnikiem retortowym, dla odróżnienia od nowych rozwiązań technicznych powstałych w latach późniejszych.
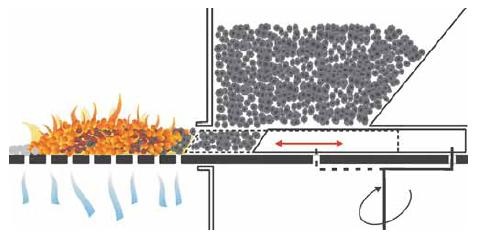
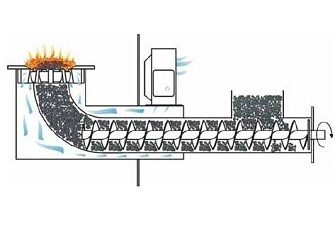
Zasadę działania konwencjonalnego palnika retortowego obrazuje rys. 1. Z zasobnika paliwo opada do koryta podajnika, którym jest przenośnik śrubowy, zwany też ślimakowym, i przesuwane jest w kierunku paleniska. Podajnik cyklicznie podaje paliwo do palnika, z przerwą na tyle długą, by mogło się ono dopalić w palniku. Zasadnicza część palnika wykonana jest przeważnie z żeliwa i ma kształt zgiętej rury (tzw. kolana lub fajki). W górnej części znajduje się dysza żeliwna, a pod nią pierścień z otworami do nadmuchu powietrza, które tłoczone przez wentylator trafia pod strefę żaru w dyszy paleniska. W wyniku dostarczania nowych porcji paliwa od dołu popiół gromadzi się nad strefą żaru i wysypuje się z burty dyszy paleniska do popielnika.

Rys. 1. Zasada działania konwencjonalnego palnika retortowego
Źródło: archiwum autora
Producenci oferują kilka odmian palników retortowych, które różnią się między sobą detalami, np. miejscem umieszczenia wentylatora, kształtem obudowy zewnętrznej paleniska itp., co nie ma zasadniczego wpływu na ich eksploatację. Taka konstrukcja konwencjonalnych palników retortowych ogranicza liczbę typów węgla, które mogą być w nich spalane. Mogą to być węgle typu 31.1 lub 31.2, o uziarnieniu 8–25 mm z minimalnymi zawartościami nadziarna i podziarna, ze zdolnością spiekania według Rogi < 5 (RI < 5) oraz temperaturą mięknienia popiołu > 1200°C. Istotnym parametrem paliwa jest jego zdolność spiekania. Decyduje ona o tworzeniu się dużych spieków koksowych, które zakłócają hydraulikę przepływu gazów w palenisku i wywołują zagrożenie zatykania palnika. Nieodpowiednia jakość węgla wpływa negatywnie nie tylko na tworzenie się zatorów przy podawaniu paliwa, ale też na sam proces spalania – szlakowanie i spiekanie złoża paliwa.
Wysoka podaż i duży popyt na automatyczne kotły zasilane „groszkiem” węglowym spowodowały na tyle duży wzrost zużycia tego paliwa, że zaczęło go brakować na rynku. Zasoby możliwe do wydobycia są ograniczone i wynoszą tylko kilka procent całości wydobycia, a udział w nich paliw kwalifikowanych o parametrach podanych powyżej jest jeszcze mniejszy. W sezonie grzewczym 2007/2008 rynek dotarł do granicy maksymalnej podaży tego węgla i tym samym wyznaczył granicę liczby kotłów na groszek, które mogą być eksploatowane i produkowane. Skutkiem tego był wyraźny kryzys całej branży produkcji kotłów małej mocy i spadek rynku o ok. 15%, a sprzedaż kotłów retortowych zmalała o ponad połowę. Wielu producentów zaczęło się bronić i produkować kotły o prostych konstrukcjach komorowych z okresowym zasypem paliwa, w których można spalać dostępne i, co najważniejsze, tańsze węgle sortymentów orzech i miał.
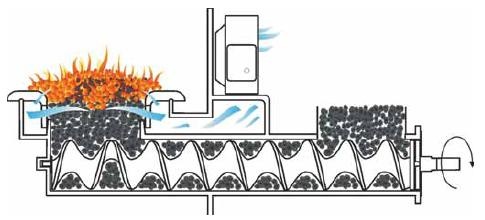
Ta sytuacja jednych producentów skłoniła do technicznego regresu, a innych do szukania nowych rozwiązań, pozwalających automatycznie spalać inne sortymenty węgla, w tym tego, którego kopalnie dostarczają najwięcej, tj. miału. Stanowi on ok. 80% urobku i jest najtańszym nośnikiem energii zawartej w węglu. Kotły z automatycznym palnikiem rusztowym opalane węglem sortymentu miał lub groszek albo mieszankami tych paliw były znane od kilku lat. Palniki te (rys. 2) także wykorzystują grawitacyjne osuwanie się paliwa z zasobnika do koryta podajnika, z tym że do palnika podaje je nie ślimak, lecz tłok. Tłoczy on porcję paliwa do palnika na ruszcie, powraca i podaje następną w odstępie czasu wystarc ającym na optymalne dopalenie się poprzedniej porcji paliwa, a jednocześnie umożliwiającym zapalenie się następnej porcji od żaru pozostałego po poprzedniej. W tym rozwiązaniu powietrze także jest tłoczone przez wentylator kanałem i dociera pod strefę żaru, lecz na ruszcie. Każda kolejna porcja paliwa przesuwa poprzednią w kierunku końca rusztu i na jego końcu powinien być to już tylko popiół, który spada z krawędzi rusztu do popielnika. Producenci oferują kilka rozwiązań automatycznych palników rusztowych, różniących się konstrukcją rusztu i podajnika. Nie różnią się one jednak między sobą zasadą działania.

Rys. 2. Zasada działania automatycznego palnika rusztowego
Źródło: archiwum autora
Cechą charakterystyczną automatycznych palników rusztowych są mniejsze niż w przypadku konwencjonalnych palników retortowych wymagania wobec jakości węgla. Palniki rusztowe mogą być zasilane węglem o uziarnieniu od 0 do 31,5 mm, czyli praktycznie wszystkimi miałami, groszkami i ich mieszankami. Można w nich spalać węgiel typu 31.1 i 31.2, a nawet 32.1, który praktycznie nie nadaje się do konwencjonalnych palników retortowych z powodu wysokiej spiekalności. W automatycznych palnikach rusztowych nie zaleca się spalania węgli typów 33 i 34 o spiekalności RI > 40. Nawet węgiel typu 32.2 o RI od 20 do 40 będzie sprawiał kłopoty przy spalaniu.
Reasumując, należy podkreślić, że mamy w Polsce dużą podaż węgla o wysokiej wartości opałowej i niskiej zawartości wilgoci oraz popiołu, nie nadaje się on jednak do konwencjonalnych automatycznych palników retortowych i rusztowych z powodu wysokiej zdolności spiekania. Z kolei podaż węgli typu groszek o niskiej spiekalności osiągnęła swoje maksimum.
Od kilku lat na rynku oferowane są kotły z palnikami retortowymi nowej generacji, w których można spalać miał węglowy. Ich konstrukcja różni się od konwencjonalnych palników retortowych i rusztowych tym, że paliwo nie jest dopychane przez tłok lub ślimak do miejsca spalania, lecz wypiętrzane i mieszane z częścią żaru. W strefie odgazowania (koksowania) węgiel jest wypiętrzany i mieszany i tym samym powstające kawałki koksu są mniejsze, a strefa żaru jest rozciągnięta. Doprowadzany węgiel miesza się z częścią żaru i tym samym napowietrza strefę spiekania. Pojemność palnika jest na tyle duża, że paliwo przebywa w nim tak długo, aż spieki koksowe dopalą się praktycznie całkowicie. Natomiast powstające w strefie żaru spieki żużlowe są wypychane do popielnika i nie stwarzają ryzyka zatkania palnika. Uzyskano to dzięki zmianie w konstrukcji podajnika ślimakowego. Ma on na końcu odwrotny zwój (rys. 3), który miesza paliwo i nie dociska go do żaru, oraz odpowiednio ukształtowaną górę umożliwiającą skuteczne usuwanie spieków żużlowych. W takim palniku można spalać także węgle o wysokiej zdolności do spiekania się i szlakowania.

Rys. 3. Podajnik ślimakowy z elementem odwrotnego zwoju w końcowej części ślimaka
Źródło: archiwum autora
Kilku producentów oferuje kotły z takimi palnikami od paru lat i są one stale doskonalone dzięki informacjom o ich eksploatacji. Nie będzie przesadą stwierdzenie, że ta konstrukcja palników odwróciła niekorzystny trend spadku tempa unowocześniania urządzeń grzewczych w sektorze małej energetyki, który miał miejsce w latach 2008–2009. W bieżącym roku produkcja kotłów węglowych z automatycznym podawaniem paliwa wzrosła i dane wskazują, że ten segment rynku wrócił na ścieżkę rozwoju.
Wpływ spieków na eksploatację kotłów
Podczas spalania węgla w automatycznych palnikach mogą powstawać dwa rodzaje spieków: koksowe lub żużlowe. W przypadku niektórych węgli ze spieków koksowych może powstać spiek żużlowy. Wprawdzie oba rodzaje spieków wpływają niekorzystnie na spalanie i utrudniają regulację procesu spalania i jego efektywność, jednak wpływ ten nie jest taki sam.
Spiek koksowy powstaje wyłącznie podczas spalania węgla o właściwościach koksujących. Na powstawanie spieków nie ma wpływu ani rodzaj sterownika, ani rodzaj palnika czy jego nastawy. Polska klasyfikacja węgla wykorzystuje do oznaczania własności koksujących węgla różne wskaźniki. Jednak dla oceny wpływu spiekalności węgla na proces jego spalania wykorzystywany jest głównie wskaźnik RI (tj. indeks Rogi) [2]. W trakcie spalania węgla w palenisku występuje zjawisko odgazowania węgla (piroliza), które przebiega w temperaturze od 350 do 550°C i zachodzi w części złoża paliwa o utrudnionym dostępie powietrza oraz wewnątrz rozgrzanych ziaren węglowych. W tej fazie spalania niektóre składniki węgla topnieją i tworzą ze składnikami nietopniejącymi półpłynną, plastyczną masę o gęstości zależnej od typu węgla. Jednocześnie w wyniku termicznego rozkładu substancji organicznych węgla gwałtownie wydzielają się pary i gazy uchodzące do strefy spalania.
Masa powstająca po odgazowaniu zlepia się i zestala, tworząc koks. Wielkość spieków powstających ze zlepiających się małych ziaren zależy od zdolności spiekania węgla. Spiek to niespalona bryła koksu, która spala się znacznie wolniej niż małe kawałki żaru węglowego (żar węglowy to także koks). Żar ma dużą powierzchnię kontaktu z powietrzem, a spiek małą, tym samym nie dopala się całkowicie i jest wypychany przez następną porcję paliwa z palnika. Powoduje to nie tylko trudności w regulacji procesu spalania, ale też duże straty paliwa, które niedopalone trafia do popiołu. Odgazowanie paliwa zachodzi przed jego dotarciem do żaru, w strefie, w której nie ma dopływu powietrza, co dodatkowo wpływa na wzrost spiekania węgla. Zanim węgiel trafi do strefy żaru, topi się, odgazowuje i pęcznieje, a podajnik dopycha i zagęszcza go, co także potęguje powstawanie większych i twardszych kawałków koksu, które mogą nawet zatkać palnik i przerwać proces spalania.
Tworzenie się spieków żużlowych zależy także od jakości węgla, a zwłaszcza od topliwości popiołu. O ile na powstawanie spieków koksowych konstrukcja palnika nie ma wpływu, to dzięki pewnym rozwiązaniom technicznym i sposobom eksploatacji można redukować lub zwiększać powstawanie spieków żużlowych. Rozwiązania techniczne i eksploatacja, których skutkiem jest podwyższenie temperatury żaru w palenisku, powodują wzrost ryzyka powstania spieków żużlowych. Spieki takie powstają w strefie żaru, który jest intensywnie napowietrzany i gdzie osiągana jest najwyższa temperatura w palniku. Na przykład w okresie zwiększonego zapotrzebowania na ciepło zbyt intensywna praca małego palnika spowoduje taki wzrost temperatury w strefie żaru, że dojdzie do spiekania popiołu. Sytuacje takie zdarzają się jednak rzadko, gdyż kotły i palniki są dobierane z rezerwą mocy.
W praktyce częściej zdarza się, że na palnik trafia zbyt dużo powietrza w stosunku do ilości potrzebnej do spalenia węgla. Nadmiar powietrza powoduje schłodzenie spalin wychodzących z palnika i tym samym spadek efektywności pracy wymiennika. Najczęstszą reakcją na spadek wydajności kotła jest dalsze zwiększanie nadmuchu na palnik, co ma spowodować wzrost temperatury spalin i zwiększenie produkcji ciepła. Jednak efektem jest najczęściej taki wzrost temperatury w palniku, że dochodzi do spiekania popiołu i zakłóceń w pracy palnika. Dlatego tak ważne są w kotłach sterowniki procesu spalania.
Do sytuacji, w których dochodzi do spalania z wysokim nadmiarem powietrza, przyczynia się też węgiel o wysokiej zdolności do tworzenia spieków koksowych. Duże spieki koksowe tworzą bowiem pomiędzy sobą przestrzenie, przez które przepływa powietrze niebiorące udziału w procesie spalania i tym samym schładza spaliny, co, jak wspomniano wcześniej, wpływa negatywnie na pracę wymiennika. A reakcją na spadek wydajności kotła jest zwiększanie nadmuchu i tym samym wzrost temperatury na palniku i spiekanie popiołu. Tym samym węgle koksujące w palnikach automatycznych częściej tworzą także spieki żużlowe.
Kolejnym istotnym czynnikiem wpływającym na powstawanie spieków jest sortyment węgla. Miał ma większą tendencję do tworzenia spieków, zarówno koksowych, jak i żużlowych, niż groszek. Jednak należy podkreślić, że nie wszystkie miały tworzą spieki. Węgiel typów 31.1 i 31.2 o zdolności spiekania nieprzekraczającej RI 5 nie wytwarza w palniku żadnych spieków koksowych, lecz jego podaż jest ograniczona i maleje z powodu wyczerpywania się zasobów.
Efektywne i skuteczne spalanie węgla o wyższej podatności do tworzenia spieków koksowych i żużlowych jest możliwe w palnikach retortowych nowej generacji. Wprawdzie ilość węgla, którą można bez problemów spalać w takich palnikach, jest znacznie większa, to jednak nie są to wszystkie węgle oferowane w sprzedaży i należy zwracać uwagę na ich rzeczywiste parametry. Nawet w palnikach nowej generacji w przypadku użycia węgla o zbyt wysokiej spiekalności popiołu nie ma skutecznej ochrony przed powstawaniem spieków żużlowych. Mogą one powstawać w tych palnikach także w wyniku nieprawidłowego sterowania spalaniem węgli o dobrych parametrach. W przypadku stałego powstawania dużej ilości spieków żużlowych spadnie efektywność spalania. Także węgle silnie koksujące, tworzące bardzo duże spieki, zaburzą proces podawania paliwa i obniżą efektywność spalania w tych palnikach. Zatem niższa cena gorszego paliwa w wielu przypadkach nie zrekompensuje strat wywołanych spadkiem efektywności spalania.
Ruszt awaryjny w kotłach automatycznych
Kilka lat temu w kotłach z podajnikiem automatycznym producenci zaczęli montować tzw. ruszt awaryjny. Rozwiązanie to od początku budziło wiele kontrowersji i wywoływało dyskusje, zarówno wśród użytkowników, jak i producentów kotłów. Trwają one nadal i sprowadzają się do dwóch zasadniczych pytań: czy dodatkowy ruszt awaryjny jest rzeczywiście rusztem awaryjnym i czy lepszy jest dodatkowy ruszt stalowy wodny (stały), czy żeliwny sztabkowy (ruchomy)?
Z doświadczenia autorów wynika, że to, co obecnie jest określane jako ruszt awaryjny, powstało głównie jako ruszt dodatkowy do spalania odpadów z gospodarstw domowych, które wcześniej były spalane w zwykłych kotłach zasypowych, a nie można ich było spalać w retortowych. Oczekiwania ze strony rynku były na tyle wyraźne, że producenci odpowiedzieli na nie wprowadzeniem do kotłów automatycznych rusztu awaryjnego. Duży popyt na kotły retortowe spowodowany był m.in. programami ograniczania niskiej emisji i dofinansowywaniem przez samorządy zakupu tego rodzaju kotłów, w których spalanie śmieci było technicznie niemożliwe. Tym samym rodził się w sposób naturalny konflikt pomiędzy użytkownikami kotłów i instytucjami finansującymi proekologiczne modernizacje kotłowni.
Początkowo rozwiązania techniczne umożliwiające spalanie odpadów kamuflowane były jako deflektory, które są tak naprawdę rusztami (ceramiczne lub żeliwne), lub jako elementy wymiennika ciepła (ruszty stalowe wodne). W wielu przypadkach te modyfikacje nie były ujawniane w dokumentacji technicznej kotłów, a dla ukrycia ich rzeczywistego przeznaczenia drzwiczki zasypowe nad rusztem dodatkowym nazywano wyczystkowymi.
Po pewnym czasie w dokumentacji pojawił się termin „ruszt awaryjny”, który umożliwił podjęcie oficjalnej akcji propagowania tzw. awaryjnego rusztu wodnego, czyli rozwiązania z technicznego punktu widzenia najgorszego. Stopniowo ruszt ten wędrował coraz niżej, gdyż użytkownicy chcieli mieć coraz większą pojemność komory paliwowej, i przestał udawać element wymiennika ciepła. Z czasem zawędrował na tyle nisko, że wpłynął negatywnie na efektywność spalania paliwa w kotle.
Przyjrzyjmy się dokładniej procesowi spalania w kotłach z automatycznym podawaniem paliwa. W wyniku spalania powstają m.in. pewne ilości CO i substancji smołowych, które powinny dopalić się w komorze spalania nad palnikiem [3]. Do spalenia paliwa konieczne jest dobre wymieszanie powietrza i paliwa oraz odpowiednio długi czas kontaktu i wysoka temperatura – wyższa od temperatury zapłonu substancji palnych, tj. powyżej 750°C. W przypadku gdy niedopalone produkty spalania trafiają na ruszt wodny, który ma niską temperaturę (poniżej 150°C), ich spalanie zostaje przerwane i wytrącają się one w postaci sadzy i smoły na powierzchni wymiennika. Smoła ta absorbuje pyły i sadzę i po pewnym czasie tworzy trudne do usunięcia osady, które „izolują” wymiennik. Ten osad na wymienniku powstaje już po kilku dniach eksploatacji kotła retortowego z awaryjnym rusztem wodnym.
Badania jednego z takich kotłów, pracującego z mocą nominalną wykazały, że gdy zamontowany był ruszt wodny, spaliny zawierały 500 mg/m3 tlenku węgla i 180 mg/m3 pyłu. Natomiast po usunięciu rusztu wodnego – 220 mg/m3 tlenku węgla i 60 mg/m3 pyłu. Zatem w czasie gdy ruszt wodny był zamontowany, kominem ulatywało dużo niedopalonej sadzy, a ponadto odkładała się ona na wymienniku. Drugim zagadnieniem związanym z rusztem wodnym jest to, że gdy jest on montowany w kotle retortowym, pojawiają się dodatkowe ilości spawów w kotle i tym samym wzrasta ryzyko korozji, które podnosi dodatkowo wspomniany osad.
Podsumowując, należy stwierdzić, że wśród klientów panuje obecnie powszechne przekonanie, że posiadanie kotła automatycznego z awaryjnym rusztem wodnym wiąże się z samymi korzyściami. Nie są znane wady takiego rozwiązania, a mają one istotny wpływ na wielkość emisji i sprawność kotłów, montowanych często w obszarach z programami ograniczania niskiej emisji. Tym samym dotacje do takich kotłów nie przyczyniają się do osiągnięcia celu, na jaki zostały przeznaczone.
Literatura
- Czystsza energia z węgla: gospodarstwa domowe – sektor komunalny, publikacja Stowarzyszenia „Polski Ruch Czystszej Produkcji” nr 1(36) styczeń–marzec 2006.
- Zawistowski J., Janiszewski S., Paliwa węglowe dla małych kotłów c.o., „Rynek Instalacyjny” nr 7–8/2010.
- Zawistowski J., Janiszewski S., Kotły co – poradnik użytkownika, http://zawijan.wordpress.com.