Przyczyny i konsekwencje awarii rur z betonu sprężonego
Reasons and consequences of failures of prestressed concrete pipes

Fot. A. Kuliczkowski
Mechanizm powstawania uszkodzeń przewodów z betonu sprężonego jest inny niż np. rur kamionkowych, betonowych czy żelbetowych. Na przykładzie kilku opisanych awarii rur z betonu sprężonego wskazano na możliwe przyczyny i konsekwencje ich wystąpienia. W oparciu o analizę kilkuset poważnych awarii i kilkudziesięciu tysięcy udokumentowanych uszkodzeń tych przewodów podano wykaz ich możliwych przyczyn oraz przykłady wskazujące konsekwencje awarii.
Zobacz także
FERRO S.A. Zawory kulowe F-Power firmy Ferro

Niezbędnym elementem armatury wodnej, a w szczególności armatury zaporowej służącej do otwierania i zamykania przepływu, są zawory kulowe. Składają się one z korpusu (obudowy całego mechanizmu), napędu...
Niezbędnym elementem armatury wodnej, a w szczególności armatury zaporowej służącej do otwierania i zamykania przepływu, są zawory kulowe. Składają się one z korpusu (obudowy całego mechanizmu), napędu ręcznego (w postaci jednoramiennej dźwigni lub motylka), trzpienia z dławikiem oraz gniazda wraz z kulą. W kuli znajdziemy wydrążony z dwóch stron otwór służący do przepuszczania medium, gdy zawór jest otwarty. Obracając dźwignię zaworu o dziewięćdziesiąt stopni, zamykamy przepływ medium.
Xylem Water Solutions Polska Sp. z o.o. Wydajna instalacja podnoszenia ciśnienia wody z niskim kosztem eksploatacji, czyli zestaw hydroforowy SMB Lowara firmy Xylem

Od współczesnych zestawów hydroforowych oczekuje się nie tylko skutecznego podnoszenia ciśnienia wody w instalacjach wody użytkowej, ale również niskich kosztów eksploatacji. W zestawie hydroforowym SMB...
Od współczesnych zestawów hydroforowych oczekuje się nie tylko skutecznego podnoszenia ciśnienia wody w instalacjach wody użytkowej, ale również niskich kosztów eksploatacji. W zestawie hydroforowym SMB Lowara postawiono na spełnienie tych oczekiwań dzięki połączeniu rozwiązań zapewniających dobre parametry hydrauliczne i efektywność energetyczną.
Xylem Water Solutions Polska Sp. z o.o. Stałe ciśnienie wody w instalacji? To możliwe z zestawem hydroforowym GHV Lowara firmy Xylem

Zestaw hydroforowy GHV Lowara zapewnia stałe ciśnienie wody w instalacji, nawet przy dużych i częstych wahaniach w rozbiorach wody. Pełna automatyzacja, osiągana dzięki zaawansowanej regulacji i sterowaniu...
Zestaw hydroforowy GHV Lowara zapewnia stałe ciśnienie wody w instalacji, nawet przy dużych i częstych wahaniach w rozbiorach wody. Pełna automatyzacja, osiągana dzięki zaawansowanej regulacji i sterowaniu sprawia, że stabilna praca instalacji zapewniona jest bez udziału użytkownika.
Beton sprężony jest materiałem kompozytowym składającym się z betonu i stali (strun zbrojeniowych, a w niektórych rozwiązaniach także płaszcza stalowego). Zadaniem strun spiralnie wbudowanych w rurę jest utrzymywanie powłoki betonowej w stanie ściskania. W zależności od zastosowanego rozwiązania struny osłonięte są z zewnątrz warstwą betonu lub zaprawy cementowej w celu ich ochrony przed mechanicznym uszkodzeniem, a głównie przed korozją.
Rury z betonu sprężonego były powszechnie produkowane i stosowane w drugiej połowie XX w. Przykładowo w USA ułożono z nich ponad 30 tysięcy kilometrów magistral wodociągowych i kolektorów kanalizacyjnych [22]. Jednak na przełomie XX i XXI w. zaniechano produkcji tych rur z powodu poważnych w skutkach awarii oraz trudności w prognozowaniu pogarszania się ich stanu technicznego, wynikających z braku odpowiednich metod badawczych.
Rury z betonu sprężonego
Idea sprężania różnych wyrobów jest znana od dawna [1]. Było ono stosowane na przykład przy nakładaniu gorących obręczy stalowych na zewnętrzną powierzchnię drewnianych kół czy beczek w celu ich wzmocnienia. W 1923 r. opatentowano metodę produkcji rur z betonu sprężonego (Prestressed Concrete Cylinder Pipe, PCCP) [10].
Jednak dopiero w 1942 r. uruchomiono w USA po raz pierwszy produkcję takich rur i po raz pierwszy je wbudowano. Były to rury z wewnętrzną powłoką stalową, na którą nawijano struny, a następnie pokrywano je warstwą powłoki cementowej (Lined Cylinder Pipe, LC-PCCP). W 1953 r. rozpoczęto produkcję rur o średnicach większych niż 1200 mm (Embeded Cylinder Pipe, EC-PCCP), w których cylinder stalowy umieszczano wewnątrz powłoki betonowej, a na niej struny, po czym wykonywano nad nimi podobnie jak w rurach LC-PCCP warstwę zaprawy cementowej.
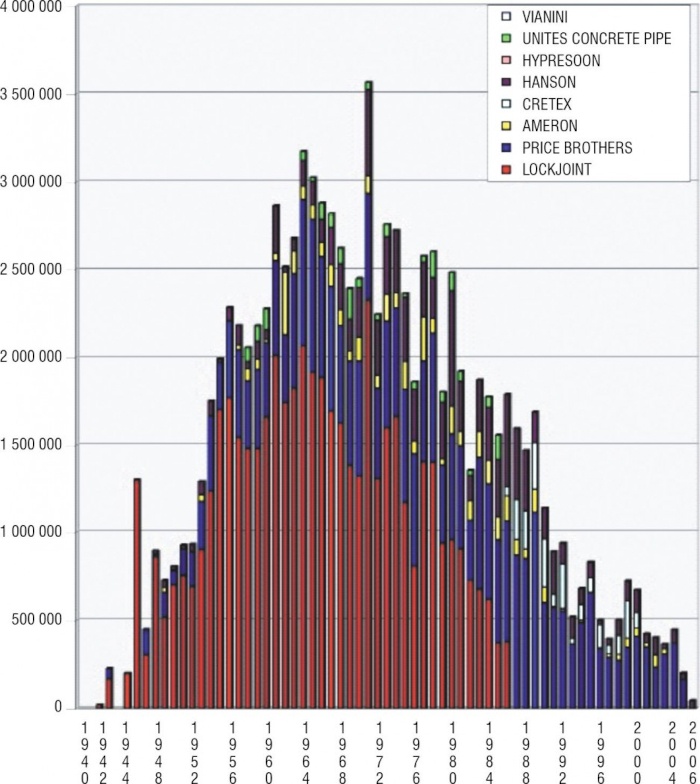
Stalowy cylinder w obu powyżej opisanych rodzajach rur stosowany był zamiast sprężenia podłużnego. Na rys. 1 pokazano, jak kształtowała się produkcja rur PCCP na rynku amerykańskim. W okresie ok. 65 lat wyprodukowano na kontynencie północnoamerykańskim blisko 5 mln rur [14, 15] o łącznej długości ok. 35 000 km [17].

Rys. 1. Całkowita produkcja rur z betonu sprężonego w USA w latach 1940–2006. Na osi pionowej podano całkowite długości w stopach (1 stopa = 30,48 cm) [15]
Rury z betonu sprężonego produkowane były na całym świecie, w tym w Europie, przy zastosowaniu jednej z czterech metod [9, 10]: hydraulicznej, termicznej, mechanicznej oraz z wykorzystaniem cementu samoprężnego. W Polsce produkowane były rury sprężone Betras (na licencji szwedzkiej firmy Sentab) bez stalowego cylindra oraz bez zaprawy cementowej osłaniającej struny.
Zbrojenie sprężające podłużne i obwodowe umieszczane było wewnątrz powłoki betonowej. Rury z betonu sprężonego osiągały duże długości, np. 12 m przy średnicy do 1,5 m [9], a także duże średnice, np. 3,65 m przy długości 4,8 lub 6,0 m. Według [17] największe na świecie rury PCCP o średnicy 4 m wyprodukowano w 1984 r. i wbudowano w Libii na długości 4000 km. Zastosowano je do transportu 6 mln m3 wody na dobę.
Główną zaletą rur PCCP jest możliwość przenoszenia dużych ciśnień wewnętrznych (w polskich rurach do 1,5 MPa, a w amerykańskich do ponad 2,8 MPa) i możliwość posadowienia ich na dużych głębokościach, w przypadku rur amerykańskich nawet do ok. 30 m [17]. Rury z betonu sprężonego stosowano głównie jako magistrale wodociągowe oraz ciśnieniowe lub grawitacyjne przewody kanalizacyjne, niekiedy także jako rurociągi przemysłowe.
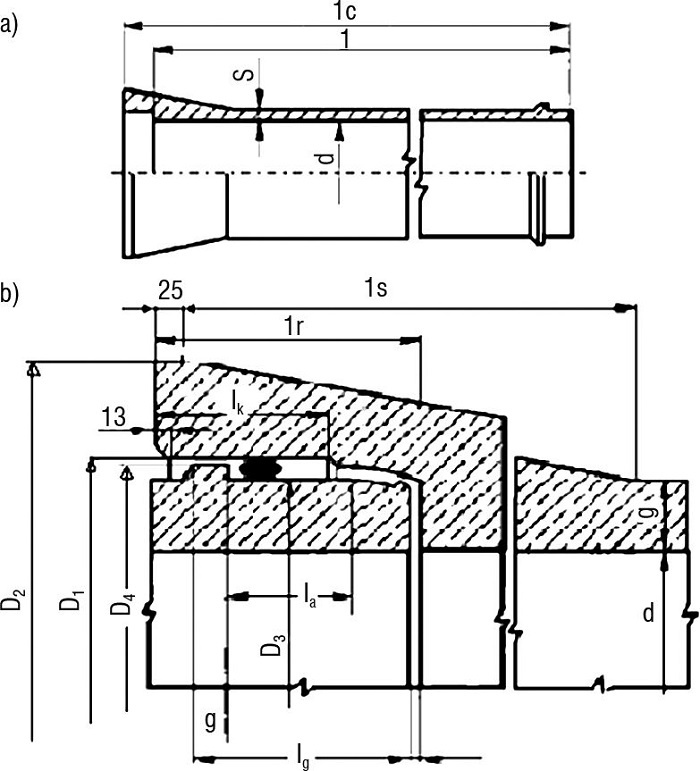
Produkowane w Polsce rury [3, 10] (rys. 2 i fot. 1) miały średnice wewnętrzne od 600 do 1600 mm i długość 5 m. Wykonywano je w trzech klasach wytrzymałościowych, projektowanych na ciśnienia 0,5, 1 i 1,5 MPa.

Rys. 2. Rura Betras: a) widok ogólny, b) złącze kielichowe [10]

Fot. 1. Rura Betras DN 600: a) bosy koniec, b) kielich [10]
Przykładowe parametry rury Betras o średnicy 1600 mm klasy I (o ciśnieniu 1,5 MPa) są następujące: D3 = 1810 mm, d = 1600 mm, g = 105 mm, ciężar rury: 82,0 kN, ciężar 1 m rury: 16,4 kN, normatywne ciśnienie próbne: przy badaniu wodoszczelności 1,8 MPa, przy badaniu na pękanie 2,7 MPa, zużycie: betonu 0,656 m3/mb., stali 123,6 kg/mb.
Surowcami do produkcji rur z betonu sprężonego były: beton klasy minimum B40, tj. beton o klasie pomiędzy C30/37 (dawne B37) a C35/45 (dawne B45), cement portlandzki, stal zwykła i sprężająca, piasek, grys i żwir oraz różne dodatki do betonu.
Polskie rury z betonu sprężonego były produkowane w oparciu o normę opracowaną w 1976 r. [11]. Obecnie obowiązujące w zakresie produkcji rur z betonu sprężonego są normy europejskie [12, 13].
Zaniechanie produkcji rur z betonu sprężonego w pierwszej dekadzie XXI wieku wiąże się głównie z faktem, że awarie tych rur mają bardzo często charakter katastroficzny i w większości przypadków nie poprzedzają ich drobniejsze uszkodzenia, np. pęknięcia czy nieszczelności. Awarie występują z reguły nagle, powodując wokół miejsca awarii poważne uszkodzenia, niekiedy także przyczyniają się do zranienia czy śmierci osób znajdujących się w bezpośrednim sąsiedztwie.
Konsekwencjami awarii są także wysokie koszty zastępczego dostarczania wody lub przepompowywania ścieków, wyłączenia ulic z użytkowania, wykonywania wykopów, odtwarzania nawierzchni itp. Diagnostyka rur z betonu sprężonego jest znacznie trudniejsza niż rur z innych materiałów i bardzo kosztowna z uwagi na konieczność stosowania kilku różnych metod diagnostycznych.
Awaria kolektora kanalizacyjnego w Sayreville
W 2003 r. w Sayreville (USA) pęknięciu uległ kolektor kanalizacyjny o średnicy 2,59 m wykonany w 1977 r. z rur z betonu sprężonego (fot. 2) [4]. Przyczyną awarii było korozyjne oddziaływanie ośrodka gruntowego (kwaśnej gleby) w połączeniu z osłabieniem strun na skutek kruchości wodorowej. Diagnostyka kanału została wykonana z wykorzystaniem metody wizualnej, akustycznej i elektromagnetycznej. Inspekcja wizualna i akustyczna wykazały pęknięcia i odpryski betonowej ściany rur i nieprawidłowości w stalowym cylindrze.

Fot. 2. Awaria kolektora kanalizacyjnego w Sayreville [18]
Metoda elektromagnetyczna ujawniła, że 18% wszystkich rur miało pęknięte struny, w tym 14% nawet 20 i więcej pękniętych strun. Metalurgiczne badania próbek strun sprężających (próby rozciągania i skręcania oraz test FIP – podatności zbrojenia na kruchość wodorową) wykazały, że były one niskiej jakości i uległy procesom starzeniowym.
Prace naprawcze mające na celu usunięcie awarii trwały 12 dni. Uszkodzona rura została wymieniona na nową. W czasie awarii przepompowano ponad 2 mln m3 ścieków. W celu dalszej ciągłej kontroli stanu technicznego rur został na nich zainstalowany na stałe akustyczny system monitoringu, zapisu i analizy pęknięć strun sprężających.
Czytaj dalej: Awaria magistrali wodociągowej w Houston >>
Awaria magistrali wodociągowej w Houston
Awaria wystąpiła w 2004 r. na magistrali wodociągowej o średnicy 1,07 m w Houston w Teksasie [6]. Woda wydostająca się z przewodu zalała kilka najbliższych posesji. W rurociągu tym dokonano inspekcji wizualnej, pobrano próbki strun sprężających. Zaobserwowano dużą liczbę pęknięć rur w górnej części, bokach i w dnie na długości ok. 7,62 km.
Badania akustyczne nie wykazały rozwarstwień w powłoce rur. Mając na celu dalszą ocenę stanu rurociągu, dokonano odkrywki kilku segmentów rur. Zauważono pęknięcia w zewnętrznej powierzchni rury w bliskim sąsiedztwie pęknięć wewnętrznych oraz rozwarstwienia konstrukcji, co doprowadziło do powstania korozji w zbrojeniu oraz cylindrze, powodując w efekcie awarię. Badania strun nie wykazały kruchości wodorowej ani żadnych wad produkcyjnych.
Z powodu dużych uszkodzeń konstrukcyjnych oraz możliwości wystąpienia ponownej awarii zdecydowano się na rehabilitację rurociągu bezwykopową metodą slipliningu, z zastosowaniem rur HDPE o średnicy 1000 mm i SDR 17 na całej długości magistrali. Prace trwały 6 miesięcy.
Awaria magistrali w Tucson w Arizonie
Podstawą miejskiego systemu wodociągowego w Tucson jest dwudziestokilometrowa sieć przesyłowa zaprojektowana z rur z betonu sprężonego o średnicach od 1,22 do 2,44 m [19]. Awaria na magistrali wodociągowej wystąpiła w 1999 r., gdy fragment rury o średnicy 2,44 m uległ pęknięciu.
Z rurociągu wypłynęło ponad 144 tys. m3 wody, powodując znaczne zniszczenia i podtopienie 12 pobliskich budynków. Ekspertyza wykazała, że przyczyną uszkodzenia była agresywność ośrodka gruntowego powodująca skorodowanie strun oraz delaminację warstw powłoki rur.
Koszt naprawy rurociągu wyniósł 4,3 mln dol. Od czasu tej awarii wprowadzono system zapobiegania, prognozowania i oceny stanu technicznego rur przy zastosowaniu metod akustycznych i elektromagnetycznych, w tym ciągły monitoring w systemie AFO (Acoustic Fiber Optic).
Awaria w pobliżu Salt Lake City
Do awarii rurociągu o nazwie Jordan w pobliżu Salt Lake City w stanie Utah doszło w 1984 r. [16]. Wystąpiła na rurociągu wykonanym z rur z betonu sprężonego o średnicy 1,68 m i długości 58 km, dostarczającym wodę do miasta z kanionu Provo. W wyniku awarii z rurociągu wypłynęło 19 tys. m3 wody, która zalała fragment miasta, doprowadzając do poważnych szkód.
Awaria nastąpiła w miesiąc po włączeniu przewodu do eksploatacji. Analiza uszkodzonej rury wykazała, że doszło do pęknięcia strun na długości ok. 2,8 km. Przyczyną było przeciążenie rurociągu oraz niska jakość strun sprężających.
Przyczyny powstawania uszkodzeń rur
Uszkodzenia rur z betonu sprężonego mogą wystąpić na obwodzie rury lub wzdłuż jej długości. Obwodowe pęknięcia zapoczątkowują korozję pękniętych strun, mogą także spowodować delaminację powłoki cementowej. W rurach zawierających stalowy cylinder może dojść do jego pęknięć lub korozji. Także w przypadku gdy pęknięcia nie występują z upływem czasu, powstają rozwarstwienia powłoki cementowej oraz utrata jej zasadowości przyczyniająca się do korozji zbrojenia.
Do pękania strun przyczynia się także postępująca z czasem ich kruchość wodorowa. Pękanie strun powoduje utratę naprężenia rdzenia stalowego rur, w których jest on stosowany. Przyczyną pęknięć podłużnych rur mogą być także ponadnormatywne ich obciążenia. Przemieszczenia rur na złączach są z kolei przyczyną ich rozszczelniania.
Do powstawania uszkodzeń rur z betonu sprężonego przyczyniają się błędy, które mogą powstać na etapie [15]:
- projektowania – wskutek przyjęcia w toku obliczeń zbyt małych obciążeń zewnętrznych oraz zbyt niskiego ciśnienia wewnętrznego lub popełnienia błędów na etapie wymiarowania konstrukcyjnego,
- produkcji – poprzez zastosowanie niewłaściwych materiałów, nieprawidłowego spawania prętów, błędne oznakowanie klasy rur lub nieprawidłową kontrolę produkcji. Przykładowo: stosowanie strun o bardzo wysokiej wytrzymałości, które z czasem stawały się kruche, stosowanie zbyt cienkiej i porowatej zaprawy chroniącej struny, przez którą migrowały z gruntu jony chlorkowe przyczyniające się do korozji stali, błędy dotyczące niedostatecznego sprężenia strun itp.,
- montażu – na skutek zastosowania niewłaściwego podłoża, nieprawidłowego wbudowywania rur, wbudowywania rur uszkodzonych w czasie transportu i instalacji, niewłaściwego uszczelnienia złączy rur,
- eksploatacji – wskutek występowania wyższych od projektowanych ciśnień wewnętrznych lub obciążeń zewnętrznych, a także niekorzystnego oddziaływania środowiska. Rury wbudowane w gruntach agresywnie oddziałujących na beton bez dodatkowej zewnętrznej powłoki ochronnej podlegają przyspieszonym procesom korozyjnym. Z doświadczeń opisanych w [2] wynika, że korozję strun obserwowano przy stężeniu H2S wewnątrz kanałów wyższym od 200 ppm oraz przy wysokim stężeniu chlorków w gruncie, gdy pH w zaprawie cementowej zmniejsza się z ok. 13 do 8–10.
Przyczyny występowania awarii rur
Analiza kilkuset poważnych awarii i kilkudziesięciu tysięcy udokumentowanych uszkodzeń rur z betonu sprężonego [15] umożliwiła zestawienie przyczyn ich powstania. Są to:
- pęknięcie z widocznymi zerwanymi strunami,
- nieszczelność złączy spowodowana np. uszkodzeniem mechanicznym, pęknięcie cylindra stalowego, zaniżona jakość rdzenia stalowego lub zbyt niskie parametry wytrzymałościowe betonu, wpływ korozji siarczanowej w rurach bez wewnętrznej powłoki ochronnej, wgnieciony stalowy cylinder (błąd produkcyjny lub realizacyjny), pęknięcia spoin w cylindrze stalowym,
- niska jakość strun, ich przeciążenie, niska jakość zaprawy, zbyt mała gęstość, zaniżona jej grubość, niska zawartość cementu, duża zawartość agresywnych chlorków w gruncie, nieprawidłowa konstrukcja złącza rur,
- uszkodzenia mechaniczne powłoki cementowej, rozwarstwienie powłoki, kruchość wodorowa spowodowana niewłaściwą ochroną katodową rur, wygięcia podłużne rur spowodowane np. błędnym wbudowaniem,
- osiadanie, niewłaściwe wbudowanie, w tym posadowienie na podłożu, uderzenia hydrauliczne ponad planowane wartości, niewłaściwe umieszczenie uszczelki,
- zastosowanie rur o zaniżonej klasie nośności, pęknięcia spoin w złączach, wyższe od projektowanego ciśnienie próbne, wyższe od projektowanych obciążenia zewnętrzne, brak wypełnienia złącza rur.
W przypadku rur z betonu sprężonego istnieje wiele możliwych przebiegów zdarzeń prowadzących w konsekwencji do zaistnienia poważnej awarii. Może to być: wystąpienie ponadnormatywnego ciśnienia wewnętrznego, pęknięcie powłoki cementowej, ekspozycja strun na korozyjne oddziaływanie wody, korozja strun i ich pękanie, pękanie warstwy betonowej, ekspozycja cylindra stalowego na korozyjne oddziaływanie wody czy korozja stalowego cylindra i jego mechaniczne uszkodzenie.
Określone zostały trzy kategorie awarii rur sprężonych:
- kategoria 1: katastroficzne pęknięcia z rozszczelnieniem,
- kategoria 2: poważne pogorszenie się stanu technicznego rur, w tym zmniejszanie się ich parametrów wytrzymałościowych wykryte w trakcie inspekcji wizualnej, akustycznej lub elektromagnetycznej,
- kategoria 3: rury wyłączone czasowo z eksploatacji i wymieniane na nowe.
Z danych amerykańskich [15] wynika, że średnia awaryjność rur PCCP w przeliczeniu na jedną rurę w przypadku kategorii 1 wynosiła 7,89×10–5 oraz 4,98×10–3 łącznie w przypadku kategorii 2 i 3. Oznacza to, że w ciągu 50 lat po wbudowaniu rur występowała jedna poważna awaria (ujęta w kategorii 1) oraz 66 innych awarii (ujętych w kategoriach 2 i 3) na każde 13 200 szt. rur (o długości ok. 50 km).
Inspekcja elektromagnetyczna, ukierunkowana tylko na wykrycie pękniętych strun w rurach PCCP, wykonana w USA na łącznej długości 1120 km (zbadano ok. 5 mln rur PCCP) wykazała, że 6431 rur ma pęknięte struny (z jednym pęknięciem lub ich większą liczbą), co stanowi 3,5% zbadanych rur.
Liczba awarii w dużym stopniu zależała od daty wyprodukowania rury. W USA wyodrębniono siedem okresów zróżnicowanych wymogami normowymi i jakością stosowanych materiałów do produkcji rur. Przykładowo na początku lat 70. ubiegłego wieku dokonano niekorzystnych – jak się później okazało – zmian w normach w celu obniżenia kosztu produkowanych rur. Spowodowało to znaczący wzrost ich awaryjności.
Aż połowa wszystkich dotychczasowych katastroficznych awarii w USA dotyczyła rur wyprodukowanych w latach 1971–79. W kolejnym okresie, obejmującym lata 1979–1991, stan techniczny rur z betonu sprężonego uległ znaczącej poprawie.
Uwagi końcowe
W Polsce rozpoczęto produkcję rur z betonu sprężonego ok. 30 lat później niż w USA (w latach 70.), produkowano przewody o stosunkowo niewielkich średnicach (0,6–1,6 m), bazując na doskonalszej technologii ich produkcji. Łącznie wyprodukowano ich znacznie mniej niż w wielu innych krajach.
Brak płaszcza stalowego i powłoki z zaprawy cementowej w polskich rurach będzie zapewne sprzyjać ich niższej awaryjności w porównaniu do rur wcześniejszych generacji wyprodukowanych w innych krajach, w tym m.in. amerykańskich, zawierających płaszcz stalowy i zewnętrzną warstwę zaprawy cementowej.
Ponieważ awarie rur z betonu sprężonego występują nagle, w większości przypadków bez poprzedzających je różnych drobniejszych uszkodzeń, bardzo ważne jest częste diagnozowanie stanu technicznego rur. Nie wystarczy w tym przypadku stosowanie tradycyjnej metody CCTV badania wnętrza przewodu kamerą.
Konieczne jest zastosowanie dodatkowych urządzeń diagnostycznych [7] akustycznych i elektromagnetycznych oraz systemu ciągłego monitorowania stanu technicznego rur, w celu wykrycia m.in. pękniętych strun. Przewody uszkodzone należy wymieniać na nowe, naprawiać lub poddawać rehabilitacji [8], stosując w tym celu głównie techniki bezwykopowe.
Literatura
- Ajdukiewicz A., Mames J., Konstrukcje sprężone, PWN, Warszawa 1976.
- Ball T., Prestressed concrete cylinder pipe, rehabilitation, repair and replacement, „Florida Water Resources Journal” No. 12, 2012.
- BN-86/8971-07 Prefabrykaty budowlane z betonu. Rury ciśnieniowe o przekroju kołowym BETRAS.
- Fitamant R., Lewis R., Tanzi D., Wheatley M., PCCP Sanitary Sewer Force Main Evaluation and Management – A Case Study, Pipeline Division Specialty Congress, San Diego 2004.
- Gogół A., Bezwykopowe techniki diagnostyki rurociągów z betonu sprężonego, praca magisterska, Politechnika Świętokrzyska, Kielce 2014.
- Henry G., Ford R., Fast-Track repair of 42-inch PCCP water main in Huston, Proceedings of International Conference No-Dig 2007, North American Society for Trenchless Technology, Texas.
- Kuliczkowska E., Propozycja 4-etapowej inspekcji przewodów kanalizacyjnych, „Instal” nr 10/2011.
- Kuliczkowski A. i in., Technologie bezwykopowe w inżynierii środowiska, Wydawnictwo Seidel-Przywecki Sp. z o.o., Warszawa 2010.
- Kuliczkowski A., Kolonko A., Wysocki L., materiały konferencyjne Zastosowanie rur o konstrukcji sprężonej w wodociągach i kanalizacji. Tom I Problemy inżynierii środowiska na tle aktualnych potrzeb łódzkiego województwa miejskiego, PZITS, Łódź 1979.
- Kuliczkowski A., Rury kanalizacyjne. Tom III Rury o konstrukcji sztywnej i sprężystej, monografia M 4, Wydawnictwo Politechniki Świętokrzyskiej, Kielce 2008.
- PN-B-03264:1999 Konstrukcje betonowe, żelbetowe i sprężone. Obliczenia statyczne i projektowanie.
- PN-EN 639:1994 Ogólne wymagania dotyczące betonowych rur ciśnieniowych oraz złączy i kształtek.
- PN-EN 642:1994 Rury ciśnieniowe z betonu sprężonego z płaszczem lub bez płaszcza blaszanego łącznie ze złączami i kształtkami oraz specjalne wymagania dotyczące stali sprężającej.
- Roller J., PCCP risk management – State of the art and strategy optimization, Journal American Water Works Association, 2013.
- Romer A. i in., Failure of prestressed concrete cylinder pipe, AWWA Research Foundation, Washington 2008.
- Uyeda H., Peabody M., Johnson D., Prestressed Concrete Pipe Failure Jordan Aqueduct, Reach 3, United States Bureau of Reclamation, 1994.
- Wardany A., Condition assessment of prestressed concrete cylindrical water pipes, NRCC-50562, 2008.
- www.mcua.com.
- www.puretechltd.com.
- www.wsscwater.com.
- Zarghamee M. et al., Best practices manual for prestressed concrete pipe condition assessment, Water Research Foundation, Washington 2012.
- Zarghamee M., Prestressed Concrete Cylinder Pipe Condition Assessment, Simpson Gumpertz & Heger, Water Research Foundation Workshop, 16 may 2012.
![Fot. 1. Rura Betras DN 600: a) bosy koniec, b) kielich [10]](https://www.rynekinstalacyjny.pl/media/cache/typical_view/data/202104/kul-f1.jpg)