Przykład zastosowania chłodziarki absorpcyjnej w przemyśle mleczarskim
Example of absorption chiller implementation in diary industry

Fot. pixabay.com
Instalacje mleczarskie zużywają znaczące ilości ciepła i chłodu, a media muszą zostać do nich dostarczone w sposób niezawodny i ekonomiczny. Powszechnie stosowane rozwiązania opierają się na sprężarkowych agregatach chłodniczych z parownikami zanurzonymi w zbiorniku wody lodowej. Taka konstrukcja umożliwia z jednej strony zapewnienie wysokiego poziomu bezpieczeństwa dzięki buforowaniu przygotowanej wody zimnej, a z drugiej wiąże się ze znaczącymi kosztami eksploatacyjnymi układu ze względu na niekorzystne parametry pracy sprężarek. Rozwiązaniem tego problemu jest modernizacja instalacji chłodniczej za pomocą agregatu absorpcyjnego wstępnie chłodzącego wodę zimną powracającą z instalacji produkcyjnej.
Zobacz także
Mastervent Tomasz Miliński Skuteczność odpylania jako istotny aspekt bezpieczeństwa pracy
Emisja pyłów powstających w procesach technologicznych jest jednym z poważniejszych problemów stwarzających zagrożenie dla osób przebywających w ich otoczeniu. Głównymi źródłami pyłów są procesy cięcia...
Emisja pyłów powstających w procesach technologicznych jest jednym z poważniejszych problemów stwarzających zagrożenie dla osób przebywających w ich otoczeniu. Głównymi źródłami pyłów są procesy cięcia materiałów, transportowania, szlifowania i polerowania. Pyły są nie tylko zagrożeniem zdrowotnym, ale również mogą być przyczyną wybuchu.
Mastervent Tomasz Miliński Urządzenia do pochłaniania zanieczyszczeń i obliczanie ilości powietrza odciąganego
Skuteczny odciąg zanieczyszczonego powietrza to problem wielu zakładów produkcyjnych. Źle wykonana wentylacja miejscowa w miejscu obróbki materiałów może powodować gromadzenie się pyłu na stanowisku pracy...
Skuteczny odciąg zanieczyszczonego powietrza to problem wielu zakładów produkcyjnych. Źle wykonana wentylacja miejscowa w miejscu obróbki materiałów może powodować gromadzenie się pyłu na stanowisku pracy oraz w jego okolicach, co w konsekwencji może doprowadzić do powstania tzw. obłoku pyłowego, a niewielkie zaiskrzenie mechaniczne lub otwarty ogień mogą spowodować wybuch.
Panasonic Marketing Europe GmbH Sp. z o.o. Energooszczędne rozwiązania grzewcze i chłodnicze dla hoteli

Podczas projektowania obiektów hotelarskich coraz ważniejsze dla architektów oraz projektantów branżowych stają się kwestie związane z racjonalnym zużyciem energii. Efekt ten jest osiągany poprzez zastosowanie...
Podczas projektowania obiektów hotelarskich coraz ważniejsze dla architektów oraz projektantów branżowych stają się kwestie związane z racjonalnym zużyciem energii. Efekt ten jest osiągany poprzez zastosowanie rozwiązań architektoniczno-budowlanych, które zmniejszają potrzeby cieplne budynku oraz likwidują mostki termiczne. Stosuje się też systemy instalacyjne, które zapewniają odpowiedni komfort cieplny, zmniejszają koszty eksploatacyjne budynku oraz podnoszą prestiż ekologiczny obiektu. Jakie rozwiązania...
W artykule:• Poprawa efektywności energetycznej
|
Poprawa efektywności energetycznej
Istotnym elementem działań prowadzących do poprawy efektywności energetycznej jest optymalizacja wykorzystania ciepła w sposób umożliwiający jego zamianę na energię użyteczną: ciepło o wyższej temperaturze, energię elektryczną czy chłód [1]. Krajowym celem w obszarze efektywności energetycznej jest ograniczenie zużycia energii o 20% w porównaniu z prognozami na 2020 rok [2]. Efektywność energetyczna jest w centrum zainteresowania Unii Europejskiej jako najskuteczniejsza metoda ograniczenia zużycia energii pierwotnej, prowadząca bezpośrednio do ograniczenia emisji szkodliwych substancji do atmosfery, a co za tym idzie, poprawy jakości powietrza i ograniczenia zmian klimatu.
Najbardziej efektywną metodą zwiększania mocy produkcyjnych jest poprawa efektywności energetycznej, głównie ze względu na pomijalnie małe koszty eksploatacyjne. W krajach EU28 systemy chłodzenia są odpowiedzialne za zużycie 50% energii pierwotnej [3], z czego znacząca większość wykorzystywana jest w postaci energii elektrycznej zasilającej sprężarki układów chłodniczych. Prowadzi to bezpośrednio do występowania szczytowego zapotrzebowania na energię elektryczną w okresie letnim, kiedy to moc krajowego systemu elektroenergetycznego jest najmniejsza.
Sytuacja taka może powodować lokalne deficyty mocy, których przykłady pojawiały się już niejednokrotnie. Mimo przeprowadzonych działań w obszarze poprawy efektywności energetycznej Polska nadal zużywa 3,4 razy więcej energii do wyprodukowania dóbr tej samej wartości niż najbardziej efektywna energetycznie gospodarka Danii i 2,2 raz więcej niż średnia UE [4].
Chłodziarka absorpcyjna
W odróżnieniu od chłodziarek sprężarkowych chłodziarki absorpcyjne mogą być zasilane energią o niższej jakości, która może zostać pozyskana także ze źródeł ciepła odpadowego bądź nieużytecznego. Czynniki wykorzystywane w agregatach absorpcyjnych zostały uznane za przyjazne środowisku, w odróżnieniu od czynników wykorzystywanych w agregatach sprężarkowych [5].
Sprawność urządzeń absorpcyjnych, rozumiana jako stosunek użytecznego efektu chłodzenia do energii zasilającej urządzenie, jest niższa niż urządzeń sprężarkowych, jednak możliwości zasilania ich ciepłem nieużytecznym bądź odpadowym sprawiają, że niejednokrotnie zużycie energii pierwotnej na wyprodukowaną jednostkę chłodu jest niższe niż w przypadku rozwiązań konwencjonalnych [6].
W absorpcyjnych agregatach chłodniczych energia jest doprowadzana w postaci ciepła pochodzącego ze spalania paliwa (np. gazu, biogazu, oleju [7]), ciepłej wody (np. z sieci ciepłowniczej, jako ciepło nieużyteczne z urządzenia kogeneracyjnego bądź procesu technologicznego, kolektorów słonecznych), pary (np. para nieużyteczna z procesów technologicznych albo produkowana specjalnie na potrzeby zasilania urządzenia) bądź energii elektrycznej (np. za pomocą grzałki). Chłodzonym czynnikiem jest najczęściej woda bądź jej niezamarzająca mieszanina, powietrze lub inny czynnik pośredniczący w wymianie ciepła.
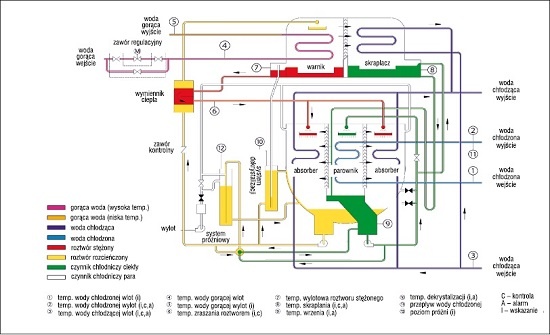
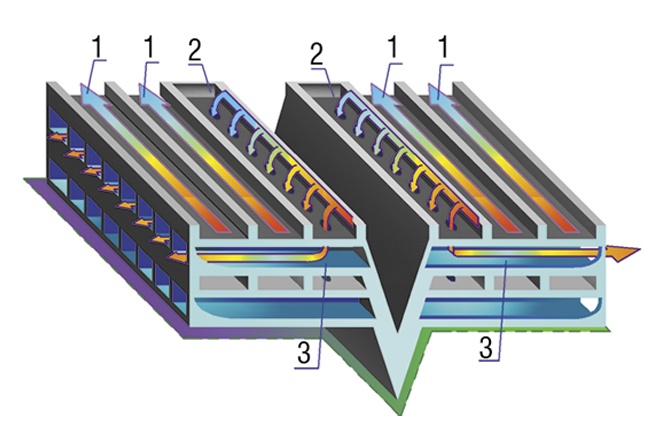
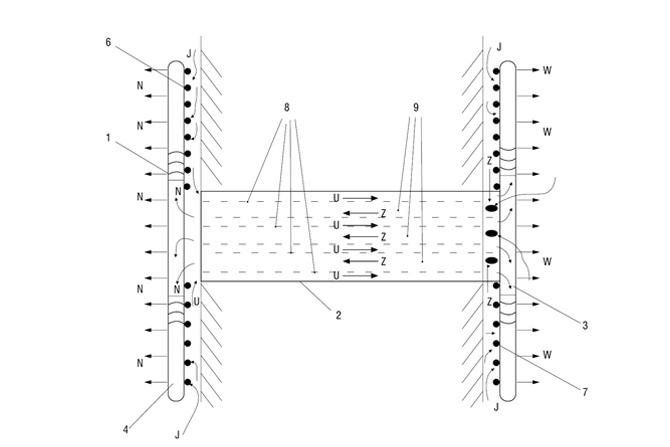
Absorpcyjny agregat chłodniczy działa na zasadzie wykorzystania efektu absorpcji (pochłaniania czynnika chłodniczego) i desorpcji (wydzielania czynnika chłodniczego z roztworu). Wrzenie czynnika chłodniczego pochłania ciepło, zapewniając użyteczny efekt chłodzenia [8]. Układ absorbera i desorbera w agregatach absorpcyjnych nazywany jest sprężarką chemiczną i odpowiada funkcjonalnością sprężarce zasilanej energią elektryczną w konwencjonalnych agregatach chłodniczych. Na rys. 1 przedstawiono schemat pokazujący zasadę pracy komercyjnie dostępnego absorpcyjnego agregatu chłodniczego opartego na wodnym roztworze bromku litu.
Wielu autorów przeanalizowało zastosowanie czynników wykorzystywanych w agregatach absorpcyjnych. Yoon i inni [9] skoncentrowali się w swoich pracach na H2O/LiBr, H2O/LiBr + HO(CH2)3OH oraz NH3/H2O i NH3/LiNO3, natomiast Sun [10] na NH3/NaSCN. Ich prace miały na celu określenie optymalnych warunków pracy dla poszczególnych rozwiązań. Dostępne na rynku produkty komercyjne wiodących światowych producentów urządzeń chłodniczych i klimatyzacyjnych wykorzystują, w zależności od wymaganego parametru czynnika chłodniczego, mieszaniny woda/bromek litu (H2O/LiBr) bądź amoniak/woda (NH3/H2O).
Wybór konkretnego rozwiązania zależy głównie od wymaganej temperatury czynnika chłodniczego oraz jakości dostępnego ciepła. Wszędzie tam, gdzie potrzebny jest czynnik chłodniczy o temperaturze nie niższej niż 4°C (głównie klimatyzacja oraz chłodzenie procesów technologicznych i przemysłowych), wykorzystywany jest wodny roztwór bromku litu. W przypadku niższego zakresu temperatury (nawet do –50°C) używany jest roztwór amoniak/woda. Nie bez znaczenia są także nakłady inwestycyjne na wybrane rozwiązanie absorpcyjne – dla rozwiązań opartych na mieszaninie wody i amoniaku są ponad dziesięciokrotnie wyższe w porównaniu do rozwiązań opartych na mieszaninie bromku litu i wody.
Ogromną zaletą agregatów absorpcyjnych opartych na mieszaninie bromku litu (LiBr) z wodą (H2O) jest praca z w pełni ekologicznym czynnikiem chłodniczym i roboczym o długiej żywotności oraz wykorzystanie stosunkowo niskiego parametru ciepła zasilającego (może to być nawet woda gorąca o temperaturze ok. 80°C). LiBr jest solą, dzięki czemu nie odparowuje w generatorze i jego ciśnienie cząstkowe w parze czynnika chłodniczego jest tak małe, że można je uznać za pomijalne, zatem desorber (warnik) opuszcza czysta para wodna, niewymagająca procesu rektyfikacji tak jak w urządzenia opartych na mieszaninie woda/amoniak.
Oczywiście sole charakteryzują się znaczącymi własnościami korozyjnymi, które dzięki odpowiednim inhibitorom korozji (najczęściej stosowany jest chromian litu bądź molibden litu) oraz działaniu urządzenia przy ciśnieniu bliskim próżni zostały ograniczone do minimum i w wieloletnim cyklu życia urządzenia ich wpływ na jego pracę został zminimalizowany. W razie awarii prowadzącej do wycieku roztwór roboczy nie stanowi praktycznie żadnego zagrożenia dla ludzi bądź środowiska naturalnego [11]. Dodatkowo podczas wieloletniego cyklu pracy istnieje możliwość regeneracji roztworu i ewentualnego dopełnienia (urządzenia tego typu pracują przy ciśnieniu niższym od atmosferycznego, więc straty czynnika są praktycznie zerowe), jeśli ze względu na nieprawidłową eksploatację (np. zasilanie urządzenia ciepłem o zbyt wysokiej temperaturze) pojawi się taka potrzeba.
Za zaletę agregatów absorpcyjnych uznano także zminimalizowanie liczby części ruchomych (np. zastąpienie zaworu rozprężnego kapilarą), co znacząco ograniczyło wpływ pracy i czasu na ich zużywanie się i konieczną wymianę. Oczywiście agregaty absorpcyjne oparte na wodnym roztworze bromku litu nie są pozbawione wad. W stosunku do układów sprężarkowych są znacząco większe i cięższe, a więc większe są nakłady inwestycyjne i zapotrzebowanie miejsca na nie (od około dwukrotnie do nawet pięciokrotnie). Sam roztwór bromku litu po przekroczeniu stężenia granicznego dla danej temperatury może krystalizować [12], jednak w tym wypadku zaawansowane układy sterowania oraz zabezpieczenia mechaniczne i elektroniczne skutecznie zapobiegają takiej sytuacji.

Rys. 1. Schemat absorpcyjnego agregatu chłodniczego opartego na wodnym roztworze bromku litu.
Zgodnie z rys. 1 ciepło (w postaci gorącej wody, pary, spalin, energii elektrycznej itd.) jest doprowadzane do warnika w celu odparowania wody z rozcieńczonego roztworu bromku litu. Powstały stężony roztwór kierowany jest do absorbera, a para wodna pod wysokim ciśnieniem do skraplacza. Para wodna w skraplaczu ulega skropleniu na ściankach miedzianych rur bądź płyt wymiennika, w którym płynie ciecz chłodząca (pochodząca najczęściej z wieży chłodniczej, źródła gruntowego, chłodnicy wentylatorowej itp.) odprowadzająca ciepło skraplania. Powstały kondensat zasila parownik.
Do parownika rurami wpływa woda przeznaczona do schłodzenia. Rury wymiennika zraszane są czynnikiem chłodniczym (skroploną wcześniej wodą), która parując, dzięki obniżeniu ciśnienia w parowniku odbiera ciepło i w postaci zimnej pary wodnej trafia do absorbera, gdzie stężony wcześniej w warniku roztwór ją absorbuje. Dzięki ciągłemu i stałemu przebiegowi procesu absorpcji i desorpcji ciśnienie w absorberze i parowniku utrzymywane jest na stale niskim poziomie, a w warniku i skraplaczu na stale wysokim. Na rys. 1 przedstawiono schemat pokazujący zasadę pracy komercyjnie dostępnego absorpcyjnego agregatu chłodniczego opartego na wodnym roztworze bromku litu.
Sprawność produkcji chłodu
Sprawność produkcji chłodu, rozumiana jako współczynnik COP (Coefficent of Performance) będący stosunkiem uzyskanej mocy chłodniczej do użytecznej energii zasilającej, dla chłodziarek absorpcyjnych zasilanych parą kształtuje się na poziomie 1,3–1,4 (przy teoretycznym wskaźniku na poziomie 2,0 – różnica jest spowodowana stratami energii w urządzeniu). Scharakteryzowany powyżej COP równy 1,3 oznacza, że z jednej jednostki ciepła użytecznego wprowadzonego do układu wyprodukowane zostanie 1,3 jednostki chłodu. Sprawność produkcji chłodu wyższa od 1,0 jest możliwa dzięki ponownemu wykorzystaniu ciepła skraplania czynnika chłodniczego z generatora wysokociśnieniowego w generatorze niskociśnieniowym. Tego typu urządzenia nazywane są agregatami dwuefektowymi.
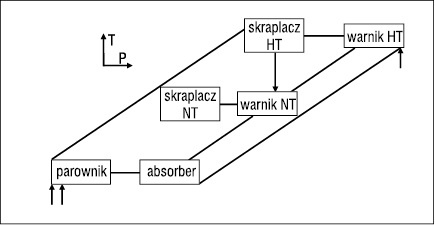
Podstawowa różnica pomiędzy urządzeniami Double Effect (DE) i Single Effect (SE) polega na zdublowaniu w tych pierwszych warnika i skraplacza w celu maksymalnego wykorzystania wyższej temperatury energii zasilającej do odparowania czynnika chłodniczego z rozcieńczonego roztworu LiBr/H2O. Istnieje wiele wariacji cyklu – na rys. 2 zaprezentowano schemat najbardziej popularnego (przepływ równoległy).

Rys. 2. Schemat cyklu chłodzenia bromo-litowego agregatu absorpcyjnego typu Double Effect na wykresie ciśnienie/temperatura; HT – wysokotemperaturowy, NT – niskotemperaturowy [17].
Warnik wysokotemperaturowy zasilany jest ciepłem o wysokim parametrze (najczęściej parą wodną pod ciśnieniem bądź spalinami), dzięki czemu ze stężonego roztworu LiBr/H2O odparowuje czynnik chłodniczy, który jest następnie kierowany do warnika niskotemperaturowego przez skraplacz, gdzie oddając ciepło do stężonego roztworu czynnika roboczego, umożliwia dalsze odparowanie H2O z roztworu.
W urządzeniach typu Double Effect na jedną jednostkę doprowadzonej energii uzyskujemy dwie jednostki czynnika chłodniczego (pary wodnej), co znacząco poprawia współczynnik sprawności całego układu. Dostępne na rynku urządzenia osiągają współczynnik sprawności produkcji chłodu COP na poziomie 1,1–1,5 [13, 14, 15, 16, 17] z teoretycznie możliwych 2,0. Konstrukcja układów typu DE jest znacznie bardziej skomplikowana, a same urządzenia narażone są na gorsze warunki eksploatacyjne spowodowane pracą przy wyższych ciśnieniach i temperaturze w stosunku do urządzeń typu Single Effect, co prowadzi do wyższych kosztów produkcji i sprzedaży agregatów dwuefektowych dostępnych na rynku. Z drugiej strony, umożliwiają one wykorzystanie wyższej temperatury zasilającej oraz produkcję chłodu z wyższą sprawnością, obniżając jego koszt finalny.
Modernizacja instalacji
To właśnie dwuefektowy bromolitowy agregat absorpcyjny zasilany parą stał się podstawą modernizacji istniejącej instalacji produkcji chłodu. Specyfiką pracy instalacji produkcji i dostawy chłodu na cele produkcji sera żółtego jest nierównomierne, zależne od cyklu produkcyjnego, zapotrzebowanie na wodę lodową o temperaturze ~1°C. Zmienność zapotrzebowania jest bardzo wysoka i w ciągu doby może wahać się od 0 do 200% mocy chłodniczej zainstalowanych agregatów chłodniczych.
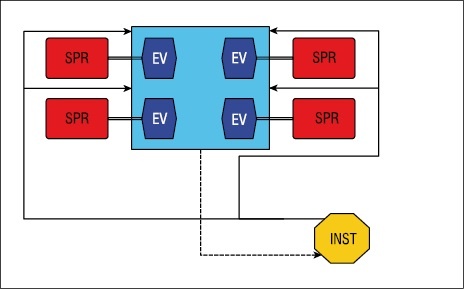
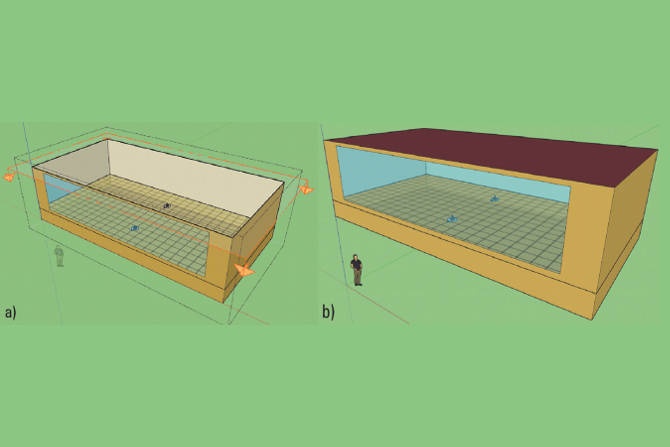
W celu minimalizacji nakładów inwestycyjnych na eksploatację instalacji powszechną praktyką jest wyposażanie jej w zbiornik wody lodowej, w którym zatopione są parowniki agregatów chłodniczych. W analizowanym przypadku w zbiorniku buforowym wody lodowej zatopione są cztery parowniki o mocy chłodniczej 250 kW każdy. Dzięki takiemu rozwiązaniu agregaty sprężarkowe, wykorzystując okresy braku zapotrzebowania na wodę lodową, budują bufor wody zimnej, umożliwiający pokrycie występującego (krótko) szczytowego zapotrzebowania na chłód. Także odbiór ciepła z instalacji przebiega w sposób nierównomierny, podgrzewając technologiczną wodę lodową do temperatury od 7 do nawet 15°C. Ideowy schemat takiej instalacji został zaprezentowany na rys. 3.

Rys. 3. Schemat ideowy instalacji przed modernizacją; SPR – agregaty sprężarkowe, EV – parowniki zatopione, INST – instalacja odbioru chłodu
Kluczowym problemem zdefiniowanym w tego rodzaju instalacjach jest zatem pokrycie szczytowego oraz bazowego zapotrzebowania na chłód w sposób niezawodny i ekonomiczny. Bromolitowe agregaty absorpcyjne mają fizyczne ograniczenie temperatury medium chłodzonego do ok. 4°C wynikające z wykorzystania wody jako czynnika chłodniczego, dlatego implementacja agregatu w systemie technologicznym wymaga zlokalizowania go w miejscu gwarantującym bezpieczeństwo urządzenia połączone z maksymalizacją czasu pracy układu oraz efektu ekonomicznego.

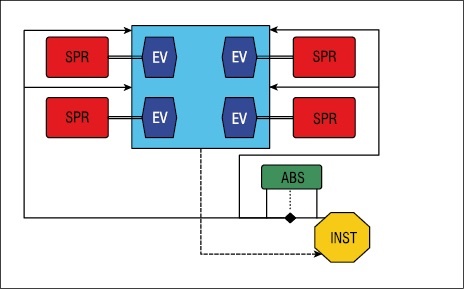
Rys. 4. Schemat ideowy instalacji po modernizacji; SPR – agregaty sprężarkowe, ABS – agregat absorpcyjny, EV – parowniki zatopione, INST – instalacja odbioru chłodu.
Dobrany agregat absorpcyjny SL Eco Energy Systems o mocy 500 kW został zainstalowany w sposób umożliwiający wstępne chłodzenie niezależnie od temperatury wody powracającej z systemu technologicznego do zbiornika buforowego wody lodowej. Zaimplementowane rozwiązania instalacyjne, takie jak sterowanie temperaturą wody lodowej bezpośrednio przez sterownik wbudowany w agregat oraz ciepłe podmieszanie wykorzystujące „ciepłą” wodę lodową, zapewniło bezpieczeństwo pracy układu oraz pracę systemu z mocą zbliżoną do maksymalnej w całym cyklu eksploatacji, umożliwiło też implementację tańszego rozwiązania absorpcyjnego – opartego na mieszaninie LiBr/H2O, a nie H2O/NH3. Ideowy schemat instalacji po modernizacji zaprezentowano na rys. 4.
Korzyści z przeprowadzenia modernizacji
Korzyści płynące z modernizacji instalacji widoczne są na wielu poziomach: wykorzystane urządzenie absorpcyjne o mocy 500 kW zwiększa o połowę chłodniczą moc zainstalowaną, podnosząc bezpieczeństwo instalacji oraz umożliwiając docelowe zwiększenie produkcji w zakładzie. Jednocześnie urządzenie do produkcji chłodu wykorzystuje ciepło w danym momencie nieużyteczne, co prowadzi do poprawy efektywności energetycznej całego układu oraz znacząco obniża zarówno koszty eksploatacyjne, jak i oddziaływanie na środowisko w postaci emisji zanieczyszczeń do atmosfery.

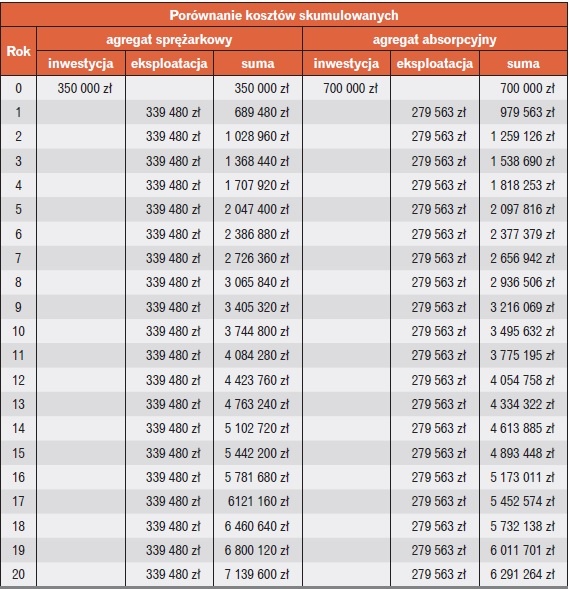
Tabela 1. Porównanie kosztów skumulowanych dla rozwiązania sprężarkowego oraz absorpcyjnego.
Uwzględniając dane historyczne, przeprowadzono analizę korzyści dla jednego roku eksploatacji instalacji. Algorytm zakładał wstępne chłodzenie wody powracającej z instalacji do temperatury docelowej 5°C bądź wyższej w wypadku zapotrzebowania na moc większą od 500 kW. Taka konstrukcja sterowania układem prowadzi wprost do ograniczenia zużycia energii elektrycznej przez istniejące urządzenia sprężarkowe. W analizie przyjęto cenę ciepła nieużytecznego równą cenie rynkowej umożliwiającej sprzedaż go do odbiorców zewnętrznych (30 zł/GJ) oraz cenę rynkową energii elektrycznej kupowanej przez zakład (500 zł/MWh).

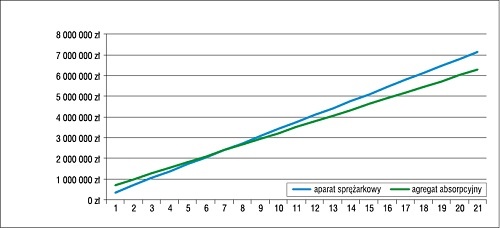
Rys. 5. Porównanie kosztów skumulowanych dla rozwiązania sprężarkowego oraz absorpcyjnego.
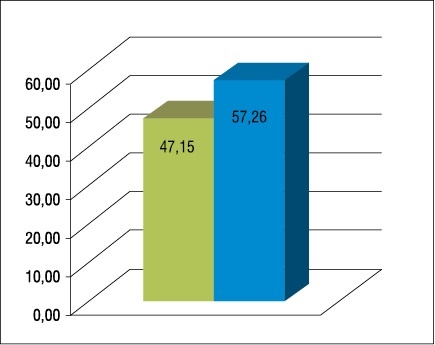
Do porównania wykorzystano nowe agregaty chłodnicze o COP na poziomie 3,0 oraz 1,35, odpowiednio dla rozwiązania sprężarkowego oraz absorpcyjnego. Nakłady inwestycyjne przyjęto na bazie cen rynkowych zgodnie z ofertami dostawców tego rodzaju rozwiązań. W tabeli 1 podano skumulowane koszty inwestycyjne oraz eksploatacyjne, na rys. 5 – koszty skumulowane, a na rys. 6 – porównanie kosztu wytworzenia 1 GJ chłodu dla każdego z rozwiązań.

Rys. 6. Porównanie kosztu wytworzenia GJ chłodu dla technologii sprężarkowej (kolor niebieski) oraz absorpcyjnej (kolor zielony).
Dla przyjętych założeń inwestycja osiąga czas zwrotu na poziomie 5 lat w porównaniu z rozwiązaniem sprężarkowym przy o ok. 20% niższym koszcie wytworzenia GJ chłodu na cele technologiczne. Dane pokazują bardzo dużą rezerwę, zakładającą tylko jeden cykl produkcyjny dziennie, a więc pracę agregatu tylko przez 35% możliwego czasu. Analiza nie uwzględnia także możliwych do pozyskania dofinansowań inwestycji związanych z jej proekologicznym oraz proefektywnościowym charakterem. Uwzględnienie dofinansowania na poziomie umożliwiającym ograniczenie kosztu inwestycyjnego urządzenia do porównywalnego z agregatem konwencjonalnym, a więc historycznie osiągalnym dla inwestorów, skraca czas zwrotu inwestycji do mniej niż jednego roku, podobnie jak przyjęcie niższego kosztu ciepła nieużytecznego wszędzie tam, gdzie sprzedaż ciepła do zewnętrznych odbiorców po cenie rynkowej jest niemożliwa.
Wariant przedsięwzięcia z dofinansowaniem
Dostępne na krajowym rynku instrumenty umożliwiają jednorazowe ograniczenie nakładów inwestycyjnych na instalację poprawiającą efektywność energetyczną bądź prowadzącą do ograniczenia emisji szkodliwych substancji do atmosfery. Modernizacja maszynowni chłodniczej na rozwiązanie wykorzystujące ciepło nieużyteczne jest niewątpliwie takim przedsięwzięciem. Poziom możliwych do uzyskania wartości ograniczenia nakładów inwestycyjnych zależy w dużej mierze od wybranych instrumentów oraz lokalizacji inwestycji, jednak dla warunków krajowych najczęściej sięga on 30% nakładów na kompletną instalację. Energia zasilająca urządzenie absorpcyjne niejednokrotnie nie może zostać sprzedana odbiorcom po cenie rynkowej bądź nie może zostać sprzedana wcale. W takim wypadku koszt ciepła traktowany jest jako pomijalnie niski – obejmujący głównie amortyzację instalacji odzysku energii. Mając na uwadze możliwość ograniczenia nakładów inwestycyjnych o 30% oraz koszt ciepła na poziomie 10 zł/GJ, inwestycja w kompletne rozwiązanie zwraca się w ok. 12 miesięcy, zapewniając inwestorowi 3 mln zł oszczędności w 20-letnim cyklu życia instalacji.
Podsumowanie
W artykule przedstawiono ogólną charakterystykę oraz spodziewane rezultaty modernizacji maszynowni chłodniczej dla popularnej wśród zakładów produkujących ser żółty instalacji produkcji wody lodowej. Na bazie skonstruowanego modelu oraz danych historycznych oceniono spodziewane rezultaty i zestawiono je z nakładami inwestycyjnymi – z uwzględnieniem możliwości pozyskania dofinansowania inwestycji oraz bez tej możliwości. Przy podanych założeniach produkcja chłodu na cele technologiczne z wykorzystaniem agregatu absorpcyjnego prowadzi do niższego kosztu wyprodukowania chłodu. Uwzględnienie w analizie możliwego do pozyskania dofinansowania bądź przyjęcie ceny ciepła nieużytecznego niższej od rynkowej prowadzi do skrócenia czasu zwrotu z inwestycji nawet poniżej jednego roku.
Literatura
- Strategia Rozwoju Kraju do 2020 r., załącznik do uchwały nr 157 Rady Ministrów z dnia 25 września 2012 r. (MP 2012, poz. 882).
- Obwieszczenie Ministra Gospodarki z dnia 21 grudnia 2009 r. w sprawie polityki energetycznej państwa do 2030 r. (MP nr 2/2010, poz. 11).
- Heating and Cooling Facts and Figures – The transformation towards a low-carbon Heating & Cooling sector, Heat Roadmap Europe 2050, June 2017.
- Dołęga W., Efektywność energetyczna w aspekcie bezpieczeństwa dostaw energii i bezpieczeństwa ekologicznego, „Rynek Energii” nr 2 (111), 2014, s. 24–28.
- Saravanan R, Maiya M.P., Thermodynamic comparison of water based working fluid combinations for vapor absorption refrigeration system, „Applied Thermal Engineering” 18, 1998, p. 553–568.
- McQuiston F.C, Parker J.D., Heating, Ventilation and Air conditioning: analysis and design, 4th edition, John Wiley and Sons Inc., 1994.
- Kotowski W., Doliński B., Zastosowanie oleju opałowego w nagrzewnicach sorpcyjnych, „Energia Gigawat” nr 6–7/2013.
- ASHRAE Handbook, Equipment, 13, Absorption Cooling, Heating, and Refrigeration Equipment, 1988.
- Yoon J-I, Kwon O-K., Cycle analysis of air-cooled absorption chiller using a new working solution, „Energy” 24, 1999, p. 795–809.
- Sun D.W., Comparison of Performance of NH3-H2O, NH3-LiNO3 and NH3-NaSCN absorption refrigerant systems, „Energy Conversion and Management” 39, 1998, p. 357–68.
- Lithium Bromite Solution SDS report, Pony Testing International Group, 2014.
- Gaziński P., Technika klimatyzacyjna dla praktyków. Komfort cieplny, zasady obliczeń i urządzenia, Systherm, 2005.
- Carrier Sanyo Single effect hot water absorption chiller manual, Sanyo Electric Co. Ltd.
- Instrukcja zasad bezpieczeństwa, instalacji i obsługi dla dwustopniowej bromolitowej chłodziarki absorpcyjnej typu H2 zasilanej gorącą wodą, Jiangsu Shuangliang Air Conditioning Equipment Co. Ltd., 2008.
- York/JCI H2 type absorption chiller manual, JCI International, 2010.
- Instrukcja instalacji i eksploatacji amoniakalnej chłodziarki absorpcyjnej, Mattes AG, 2013.
- Gerland P.W., Gerland R.W., Absorption Chillers: Technology for the Future, „Energy Engineering” Vol. 94, No. 6, 1997.